Volume 24 article 1342 pages: 407-415
Received: Jan 01, 2026 Accepted: May 09, 2026 Available Online: May 27, 2026 Published: May 31, 2026
DOI: 10.5937/jaes0-63839
SURFACE ROUGHNESS ANALYSIS OF SLM-PRODUCED TI-6AL-4V MILLING USING TAGUCHI DOE
Abstract
Selective Laser Melting (SLM) is an advanced additive manufacturing technique widely used to produce Ti-6Al-4V components with complex geometries and high material efficiency. However, SLM-produced Ti-6Al-4V commonly exhibits surface irregularities and a hardened microstructure, which necessitate post-processing by machining to achieve the required surface quality. Surface roughness is a critical parameter that influences the functional performance, fatigue life, and reliability of machined components, particularly in high-precision applications such as biomedical and aerospace engineering. This study investigates the surface roughness behaviour during milling of SLM-produced Ti-6Al-4V using a Taguchi-based Design of Experiments (DOE) approach. An L9 orthogonal array was employed to evaluate the effects of three machining parameters—spindle speed, feed rate, and depth of cut—each at three different levels. Surface roughness was assessed using the arithmetic mean roughness (Ra), measured with a contact-type surface profilometer. The experimental data were analysed using signal-to-noise (S/N) ratio analysis, supported by analysis of variance (ANOVA) to determine the contribution of each parameter. The results indicate that spindle speed is the most influential factor affecting surface roughness, contributing approximately 83.66% to the total variation. The optimal machining parameters for minimizing surface roughness were identified as a spindle speed of 7000 rpm, a depth of cut of 0.1 mm, and a feed rate of 1200 mm/min. These findings demonstrate the effectiveness of the Taguchi DOE method and provide practical guidance for optimizing milling parameters in post-processing of SLM-produced Ti-6Al-4V components.
Highlights
- Taguchi L9 DOE was applied to optimize milling surface roughness of SLM-fabricated Ti-6Al-4V.
- Spindle speed dominated surface roughness with an 83.66% contribution based on ANOVA.
- Increased spindle speed significantly reduced Ra in milling of hardened SLM material.
- Minimum surface roughness was achieved at 7000 rpm, 0.1 mm depth of cut, and 1200 mm/min feed.
Keywords
Content
1 Introduction
Additive manufacturing (AM) has become an important manufacturing route for producing metallic components with complex geometries and high material utilization [1]. Among metal-based AM technologies, Selective Laser Melting (SLM)has been widely adopted for fabricating titanium alloys, particularly Ti-6Al-4V, due to its high strength-to-weight ratio, corrosion resistance, and excellent biocompatibility [2]. These characteristics make SLM-produced Ti-6Al-4V suitable for high-performance applications such as biomedical implants, aerospace components, and precision mechanical systems [3, 4, 5].
Despite the advantages offered by SLM, components produced by this process generally exhibit inherent surface irregularities arising from layer-by-layer fabrication, partially melted powder particles, and rapid solidification phenomena [6, 7]. In addition, SLM typically produces a fine martensitic microstructure with higher hardness compared to conventionally manufactured Ti-6Al-4V. While this microstructural refinement enhances mechanical strength, it significantly affects the machinability of the material, making post-processing operations such as milling essential to achieve the required surface quality and dimensional accuracy [8, 9].
Surface roughness is a critical indicator of machining performance and has a direct influence on fatigue life, tribological behavior, and functional reliability of machined components. In titanium alloys, excessive surface roughness can act as a stress concentrator, accelerating crack initiation under cyclic loading conditions. Consequently, controlling surface roughness during the milling of SLM-produced Ti-6Al-4V is of both scientific and industrial importance [10, 11]. However, machining titanium alloys remains challenging due to their low thermal conductivity, high chemical reactivity, and pronounced work-hardening behavior, challenges that are further intensified in additively manufactured materials.
Previous studies on surface roughness optimization in titanium machining have predominantly focused on conventionally produced Ti-6Al-4V, while investigations addressing SLM-produced Ti-6Al-4V remain comparatively limited [12]. The presence of residual stress, anisotropic microstructures, and higher hardness in SLM-fabricated components leads to machining responses that differ substantially from those of wrought or cast materials. As a result, machining parameters optimized for conventional Ti-6Al-4V cannot be directly transferred to SLM-produced components without systematic evaluation.
In this context, the application of Design of Experiment (DOE) techniques provides an effective framework for understanding the influence of machining parameters on surface roughness. Among various DOE approaches, the Taguchi method has been widely employed due to its ability to identify dominant process parameters using a reduced number of experimental trials. By employing orthogonal arrays and signal-to-noise (S/N) ratio analysis, the Taguchi method enables robust evaluation of machining performance, particularly when multiple parameters interact. For surface roughness analysis, the smaller-the-better quality characteristic is especially suitable, as it directly represents the objective of minimizing surface irregularities [13].
However, despite the proven effectiveness of the Taguchi method in conventional machining studies, its application to surface roughness analysis during milling of SLM-produced Ti-6Al-4V remains insufficiently explored. There is a lack of systematic studies that employ Taguchi DOE to quantify the relative influence of key milling parameters on surface finish in additively manufactured titanium alloys [13, 14]. This gap highlights the need for statistically grounded investigations tailored to the distinct characteristics of SLM materials.
Therefore, this study aims to analyze the surface roughness behavior of SLM-produced Ti-6Al-4V during milling using a Taguchi-based design of experiments. The research focuses on evaluating the effects of spindle speed, feed rate, and depth of cut on surface roughness, and identifying the dominant parameters influencing surface finish. The findings are expected to contribute to a deeper understanding of the machinability of SLM-produced titanium alloys and provide practical guidance for optimizing post-processing strategies in advanced engineering applications.
2 Materials and methods
2.1 Material and specimen preparation
The experimental investigation was carried out on Ti-6Al-4V specimens manufactured by Selective Laser Melting (SLM). Titanium alloy powder produced via gas atomization was used as the feedstock material, providing near-spherical particle morphology and consistent flowability during the additive manufacturing process. The powder composition satisfied standard requirements for Ti-6Al-4V alloy used in engineering applications [15].
SLM fabrication was conducted using an industrial powder bed fusion system operating under a controlled argon atmosphere to prevent oxidation [16]. The specimens were built in a layer-wise manner according to predefined process parameters aimed at achieving high density and dimensional stability. To preserve the intrinsic characteristics of the additively manufactured material, no post-build heat treatment was applied prior to machining. After completion of the SLM process, the specimens were detached from the build platform and prepared for milling experiments. The SLM process produced a fine martensitic microstructure with anisotropic grain orientation due to rapid solidification during fabrication. Such characteristics are commonly associated with increased hardness and altered machinability behavior compared to conventionally manufactured Ti-6Al-4V. Furthermore, SEM analysis indicated an average powder particle size of approximately 27 μm, confirming the suitability of the powder feedstock for SLM processing.

Fig. 1. The SLM-produced Ti-6Al-4V specimens used in this study
2.2 Milling machine and experimental setup
All milling experiments were performed on a CNC vertical milling machine under dry cutting conditions. SLM-produced specimens were rigidly fixed on the machine table using a mechanical clamping system to ensure stability and repeatability throughout the experiments. Slot milling was selected as the machining operation to maintain constant tool engagement and consistent cutting conditions [17].
A schematic illustration of the milling configuration, including tool orientation, workpiece position, and feed direction, is shown in Figure 2. The schematic representation was used to clearly describe the experimental arrangement and cutting configuration applied in the study.
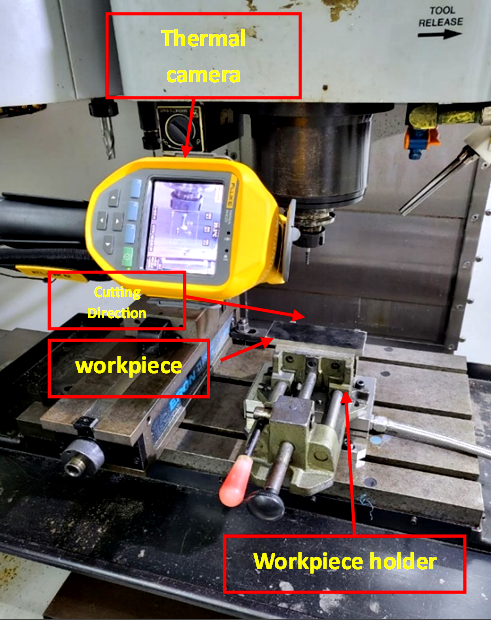
Fig. 2. The CNC milling cutting direction
2.3 Cutting tool description
An uncoated carbide end mill specifically designed for machining titanium alloys was employed in this study. The cutting tool was selected for its suitability for high-strength materials and its ability to withstand elevated cutting temperatures [18]. To reduce the influence of tool wear on surface roughness measurements, machining was carried out within a controlled cutting length range, and no significant tool damage was observed during the experimental runs. A cutting tool is designed to explore the impact of cutting speed Vc, feed rate f, and depth of cut d on the cutting force when milling a slot in full immersion (0.5mm width). This model commonly uses cutting tools in the market. Figure 3 shows the properties sourced from the company's catalog. The cutting tool depicted features 4 flutes with a diameter of 4 mm, a cutting length (L1) of 12 mm, an overall length (L) of 50 mm, and a shank diameter (d2) of 6 mm.
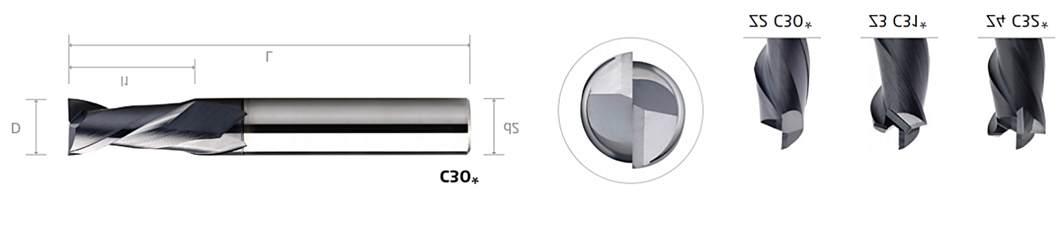
Fig. 3. Cutting tools properties
Table 1 shows the details on the properties of cutting tools.
Table 1. Parameters of cutting tools
|
Flute |
4 |
|
Corner Form |
Sharp corner edge |
|
Tool Material |
Solid carbide |
|
Rake Angle |
10° |
|
Helix Angle |
40° |
|
Differential Pitch |
Equal |
|
Coating |
Uncoated |
2.4 Selection of machining parameters
Three machining parameters were selected as control factors for the experimental investigation based on their significant influence on surface generation during milling:
- Spindle speed
- Feed rate
- Depth of cut
Each parameter was examined at three different levels. The selected levels were determined through preliminary trials and recommendations from previous studies on titanium alloy machining. These parameters were chosen to represent typical cutting conditions while allowing evaluation of their individual influence on surface roughness [7], [19]. The machining parameter levels were selected based on literature review, preliminary experiments, and practical machining considerations for Ti-6Al-4V milling. The spindle speed values (2000, 5000, and 7000 rpm) were intentionally chosen to represent low-, medium-, and high-speed machining conditions rather than symmetrical intervals, allowing the study to capture changes in machining behavior across different cutting regimes.
The machining parameters and corresponding levels are listed in Table 2.
Table 2. Parameter experiment
|
Level |
Spindle Speed (rpm) |
Depth of Cut (mm) |
Feed Rate (mm/min) |
|
1 |
2000 |
0.1 |
600 |
|
2 |
5000 |
0.3 |
900 |
|
3 |
7000 |
0.5 |
1200 |
2.5 Design of experiment using Taguchi method
A Taguchi Design of Experiment (DOE) approach was adopted to systematically investigate the effect of machining parameters on surface roughness. An L9 orthogonal array was selected, enabling the evaluation of three factors at three levels with a limited number of experimental runs. This approach provides an efficient framework for parameter analysis while maintaining statistical reliability [20, 21].
Surface roughness was selected as the response variable. The smaller-the-better quality characteristic was applied in the signal-to-noise (S/N) ratio calculation, reflecting the objective of minimizing surface roughness during milling of SLM-produced Ti-6Al-4V [13, 22]. The experimental layout based on the L9 orthogonal array is presented in Table 3.
Table 3. Parameter L9 Taguchi method
|
Spindle speed (rpm) |
DoC (mm) |
Feed rate (mm/min) |
|
2000 |
0.1 |
600 |
|
2000 |
0.3 |
900 |
|
2000 |
0.5 |
1200 |
|
5000 |
0.1 |
900 |
|
5000 |
0.3 |
1200 |
|
5000 |
0.5 |
600 |
|
7000 |
0.1 |
1200 |
|
7000 |
0.3 |
600 |
|
7000 |
0.5 |
900 |
2.6 Machining procedure
Each experimental run was conducted according to the parameter combinations defined in the Taguchi orthogonal array. Prior to machining, cutting parameters were carefully set and verified to ensure consistency. Milling was performed along a straight slot path with constant engagement conditions.
After each machining pass, the machined surface was cleaned to remove residual chips and debris. All experiments were carried out under identical machine settings and environmental conditions to ensure comparability between different experimental runs.
2.7 Surface roughness measurement
Surface roughness measurements were performed using a contact-type surface profilometer. The arithmetic mean surface roughness (Ra) was selected as the evaluation parameter due to its widespread use and relevance to functional surface quality [11].
Measurements were taken parallel to the feed direction to capture surface features generated by the milling process. For each experimental condition, multiple measurements were performed at different locations on the machined surface, and the average Ra value was calculated to improve measurement reliability. Surface roughness measurements for each experimental condition were conducted at three different positions along the machined slot (starting, middle, and ending regions). The reported average Ra values in Table 4 represent the meaning of these three measurements, providing improved reliability and reduced measurement variability.
2.8 Data analysis method
The experimental data were analyzed using signal-to-noise (S/N) ratio analysis in accordance with the Taguchi methodology. Mean S/N values were calculated to evaluate the effect of spindle speed, feed rate, and depth of cut on surface roughness. The relative significance of machining parameters was determined based on S/N response trends, providing a statistical basis for identifying the most influential factors affecting surface finish [23, 24].
3 Results and discussion
3.1 Experimental results of surface roughness
Surface roughness measurements were obtained from all experimental runs defined by the Taguchi L9 orthogonal array. The arithmetic mean surface roughness (Ra) values for each combination of machining parameters were calculated from multiple measurements taken along the feed direction. The experimental results are summarized in Table 4.
The measured Ra values indicate a noticeable variation in surface finish depending on the selected machining parameters. This variation confirms that surface roughness in milling of SLM-produced Ti-6Al-4V is highly sensitive to changes in cutting conditions. The results further demonstrate that a systematic approach, such as the Design of Experiments, is necessary to identify the dominant factors affecting surface quality.
Table 4. Surface roughness analysis result
|
Exp |
Spindle Speed (rpm) |
DoC (mm) |
Feed rate (mm/min) |
Average Ra (µm) |
|
1 |
2000 |
0.10 |
600 |
3.45 |
|
2 |
2000 |
0.30 |
900 |
3.56 |
|
3 |
2000 |
0.50 |
1200 |
3.87 |
|
4 |
5000 |
0.10 |
900 |
2.26 |
|
5 |
5000 |
0.30 |
1200 |
2.80 |
|
6 |
5000 |
0.50 |
600 |
3.00 |
|
7 |
7000 |
0.10 |
1200 |
2.20 |
|
8 |
7000 |
0.30 |
600 |
2.11 |
|
9 |
7000 |
0.50 |
900 |
2.52 |
3.2 Signal-to-noise ratio analysis
To evaluate the robustness of machining parameters with respect to surface roughness variation, signal-to-noise (S/N) ratio analysis was performed using the smaller-the-better criterion. The calculated S/N ratios for each experimental run are presented in Figure 4.
The S/N ratio results provide a quantitative basis for comparing the influence of spindle speed, feed rate, and depth of cut on surface roughness. Higher S/N values correspond to lower surface roughness and more stable machining performance. The analysis shows clear differences in S/N trends among the investigated parameters.
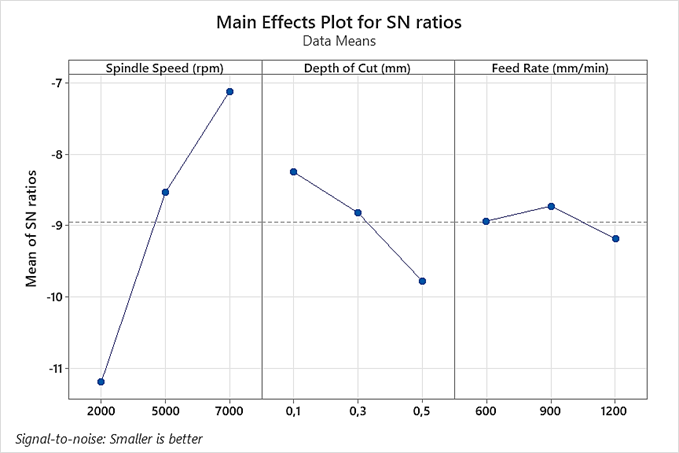
Fig. 4. Optimum parameter with surface roughness
In this study, ANOVA was conducted to determine the effect of spindle speed on surface roughness. Figure 4 shows the ANOVA relationship between spindle speed and surface roughness. The higher the spindle speed, the smaller the surface roughness value obtained, in other words, the better. And vice versa: the lower the spindle speed, the rougher the surface.
3.3 Effect of machining parameters on surface roughness
The mean S/N response values for each level of the machining parameters were calculated to determine their relative influence on surface roughness. The response trends are illustrated in Table 5, which presents the main effects plot for S/N ratios.
The results indicate that spindle speed has the most significant effect on surface roughness, followed by feed rate and depth of cut. An increase in spindle speed generally improves surface finish, attributable to a more stable cutting action and reduced force fluctuations during milling of the hardened SLM material. Feed rate has a moderate influence, with higher feed rates generally increasing surface roughness due to greater material removal per revolution. The observed improvement in surface roughness at higher feed rates is attributed to the interaction between high spindle speed, low depth of cut, and the specific characteristics of SLM-produced Ti-6Al-4V. Under these conditions, higher feed rates may reduce excessive heat accumulation and prolonged tool–workpiece interaction, resulting in improved surface quality. Similar trends have also been reported in previous titanium alloy machining studies. Depth of cut shows the least influence within the investigated range.
Table 5. Analysis of variance for SN Ratios of surface roughness
|
Source |
DF |
Seq SS |
Adj SS |
Adj MS |
F |
P |
% Contribution |
|
Spindle Speed |
2 |
25.58 |
25.58 |
12.79 |
22.85 |
0.04 |
83.66 |
|
DoC |
2 |
3.56 |
3.56 |
1.78 |
3.18 |
0.23 |
0.11 |
|
Feed Rate |
2 |
0.31 |
0.31 |
0.15 |
0.28 |
0.78 |
0.01 |
|
Residual Error |
2 |
1.11 |
1.11 |
0.55 |
|
|
|
|
Total |
8 |
30.57 |
|
|
|
|
|
The conclusion that can be drawn from the results of this analysis is that the optimum parameters produced are high spindle speed (7000 rpm), small depth of cut (0.1 mm) and large feed rate (1200 mm/min). The parameter relationship obtained from this research is that the greater the spindle speed used, the better the surface roughness value; the deeper the depth of cut used in this experiment, the rougher the surface roughness value will be on the surface of the workpiece; and the higher the feed rate used, the better the surface roughness value will be. However, the feed rate is the parameter with the smallest contribution in this research, yet it can influence surface roughness. Based on the research findings, each machining parameter significantly influences surface roughness, albeit with varying contributions. High spindle speed creates a smoother interaction between the cutting tool and the workpiece, increasing cutting frequency and reducing marks or traces that could worsen surface roughness. This leads to a more uniform surface due to a more stable cutting process. In contrast, a deeper depth of cut increases the volume of material removed in a single pass, resulting in greater cutting forces and plastic deformation of the workpiece. The combination of frictional forces and material deformation generates a rougher surface, explaining why surface roughness increases with greater depth of cut. Meanwhile, a higher feed rate allows for faster material removal, reducing the contact time between the tool and each point on the workpiece surface. This minimizes thermal deformation and excessive pressure that could impact surface quality. However, the contribution of feed rate to surface roughness is relatively smaller compared to spindle speed and depth of cut, as its effect tends to be more linear and primarily controls the rate of material removal. These differences highlight the importance of selecting optimal machining parameters to achieve the desired surface quality, especially in the production of high-precision components such as those in the biomedical field. The results obtained in this study are in line with the findings reported by Ghani et al., who stated that high cutting speed and low depth of cut, along with the main factor of low feed rate, can improve surface finish. Their study, which used the Taguchi method with three factors and three levels, showed that this combination of machining conditions produced better surface quality, which is also consistent with the results obtained in this study. These findings provide valuable insights into optimizing machining parameters to achieve lower surface roughness when machining composite materials [25].
Separate confirmation experiments were not performed in this study. Nevertheless, the optimal parameters obtained from the Taguchi method were validated through S/N ratio analysis and ANOVA, which consistently identified spindle speed as the most significant factor affecting surface roughness.
4 Conclusions
This study investigated the surface roughness behavior during milling of SLM-produced Ti-6Al-4V using a Taguchi-based Design of Experiment (DOE) approach. Based on the experimental results, signal-to-noise ratio analysis, and analysis of variance (ANOVA), the following conclusions can be drawn:
- The experimental results demonstrate that the surface roughness of SLM-produced Ti-6Al-4V is strongly influenced by machining parameters, confirming the necessity of systematic parameter optimization rather than direct adoption of machining conditions used for conventionally manufactured titanium alloys.
- Taguchi DOE analysis revealed that spindle speed is the most dominant parameter affecting surface roughness, contributing approximately 83.66% to the total variation. Higher spindle speeds significantly reduced surface roughness by improving cutting stability and enabling smoother tool–workpiece interaction.
- Depth of cut had a noticeable but considerably smaller influence on surface roughness than spindle speed. Increasing the depth of cut led to higher surface roughness due to increased cutting forces and plastic deformation of the workpiece.
- Feed rate showed the least contribution to surface roughness variation within the investigated parameter range. Although higher feed rates tended to improve surface roughness by reducing tool–workpiece contact time, their overall influence was minor compared to spindle speed and depth of cut.
- Based on the Taguchi optimization and ANOVA results, the optimal machining parameters for minimizing surface roughness were identified as a high spindle speed (7000 rpm), a low depth of cut (0.1 mm), and a relatively high feed rate (1200 mm/min).
Overall, the findings confirm that high spindle speed combined with low depth of cut is the most effective strategy for achieving improved surface finish when milling SLM-produced Ti-6Al-4V. The results also validate the effectiveness of the Taguchi DOE method as a reliable and efficient tool for surface roughness optimization in machining of additively manufactured titanium alloys. This study provides practical guidance for post-processing parameter selection and contributes to improved surface quality control in high-precision applications such as biomedical and aerospace components.
Acknowledgements
The authors would like to acknowledge Universitas Sumatera Utara for providing laboratory facilities and technical support during the experimental work. This research did not receive any specific grant from funding agencies in the public, commercial, or non-profit sectors.
References
- Nematollahi, M., Jahadakbar, A., Mahtabi, M. J., & Elahinia, M. (2019). Additive manufacturing (AM). In Metals for biomedical devices (pp. 331–353). Elsevier. https://doi.org/10.1016/B978-0-08-102666-3.00012-2
- Li, G., Chandra, S., Rahman Rashid, R. A., Palanisamy, S., & Ding, S. (2022). Machinability of additively manufactured titanium alloys: A comprehensive review. Journal of Manufacturing Processes. https://doi.org/10.1016/j.jmapro.2022.01.007
- Pérez, M., Carou, D., Rubio, E. M., & Teti, R. (2020). Current advances in additive manufacturing. Procedia CIRP, 91, 439–444. https://doi.org/10.1016/j.procir.2020.05.076
- Salmi, M. (2021). Additive manufacturing processes in medical applications. Materials, 14(1), Article 191. https://doi.org/10.3390/ma14010191
- Hao, Y. L., Li, S. J., & Yang, R. (2016). Biomedical titanium alloys and their additive manufacturing. Bioactive Materials, 1(1), 61–70. https://doi.org/10.1007/s12598-016-0793-5
- Mohammed, M. T., Semelov, V. G. S., & Sotov, A. V. S. (2019). SLM-built titanium materials: Great potential of developing microstructure and properties for biomedical applications: A review. Materials Research Express, 6(12), Article 125406. https://doi.org/10.1088/2053-1591/ab624c
- Elsayed, M., Ghazy, M., Youssef, Y., & Essa, K. (2019). Optimization of SLM process parameters for Ti6Al4V medical implants. Rapid Prototyping Journal, 25(3), 433–447. https://doi.org/10.1108/RPJ-05-2018-0112
- Didier, P., et al. (2021). Consideration of SLM additive manufacturing supports on the stability of flexible structures in finish milling. Journal of Manufacturing Processes, 62, 213–220. https://doi.org/10.1016/j.jmapro.2020.12.027
- de Oliveira Campos, F., Araujo, A. C., Jardini Munhoz, A. L., & Kapoor, S. G. (2020). The influence of additive manufacturing on the micromilling machinability of Ti6Al4V: A comparison of SLM and commercial workpieces. Journal of Manufacturing Processes, 60, 299–307. https://doi.org/10.1016/j.jmapro.2020.10.006
- Al-Ahmari, A., Ashfaq, M., Alfaify, A., Abdo, B., Alomar, A., & Dawud, A. (2016). Predicting surface quality of γ-TiAl produced by additive manufacturing process using response surface method. Journal of Mechanical Science and Technology, 30(1), 345–352. https://doi.org/10.1007/s12206-015-1239-y
- Ramesh, S., Karunamoorthy, L., & Palanikumar, K. (2008). Surface roughness analysis in machining of titanium alloy. Materials and Manufacturing Processes, 23(2), 174–181. https://doi.org/10.1080/10426910701774700
- Ribeiro, J. E., César, M. B., & Lopes, H. (2017). Optimization of machining parameters to improve surface quality. Procedia Structural Integrity, 5, 355–362. https://doi.org/10.1016/j.prostr.2017.07.182
- Zhang, J. Z., Chen, J. C., & Kirby, E. D. (2007). Surface roughness optimization in end-milling using Taguchi method. Journal of Materials Processing Technology, 184(1–3), 233–239. https://doi.org/10.1016/j.jmatprotec.2006.11.029
- Aslantas, K., Ekici, E., & Çiçek, A. (2018). Optimization of micro milling parameters for Ti-6Al-4V using Taguchi-based gray relational analysis. Measurement, 128, 419–427. https://doi.org/10.1016/j.measurement.2018.06.066
- Abd-Elaziem, W., Darwish, M. A., Hamada, A., & Daoush, W. M. (2024). Titanium-based alloys and composites for orthopedic implants applications: A comprehensive review. Materials & Design, Article 112850. https://doi.org/10.1016/j.matdes.2024.112850
- Olakanmi, E. O. (2013). Selective laser sintering/melting of Al alloys: Effect of processing conditions and powder properties. Journal of Materials Processing Technology, 213(8), 1387–1405. https://doi.org/10.1016/j.jmatprotec.2013.03.009
- Moshat, S., Datta, S., Bandyopadhyay, A., & Pal, P. K. (2010). Optimization of CNC end milling process parameters using PCA-based Taguchi method. International Journal of Engineering, Science and Technology.
- Yigit, R., Celik, E., Findik, F., & Koksal, S. (2008). Effect of cutting speed on coated and uncoated cutting tools in turning nodular cast iron. Journal of Materials Processing Technology, 204(1–3), 80–88. https://doi.org/10.1016/j.jmatprotec.2007.10.082
- Nguyen, V. C., Nguyen, T. D., & Tien, D. H. (2021). Cutting parameter optimization in finishing milling of Ti-6Al-4V titanium alloy. Applied Engineering and Science Review.
- Panshetty, S. S., & Bute, P. V. (2016). Optimization of process parameters in milling operation by Taguchi technique. International Journal of Science and Technology.
- Ghani, J. A., Choudhury, I. A., & Hassan, H. H. (2004). Application of Taguchi method in optimization of end milling parameters. Journal of Materials Processing Technology, 145(1), 84–92. https://doi.org/10.1016/S0924-0136(03)00865-3
- Aman, A., Bhardwaj, R., Gahlot, P., & Phanden, R. K. (2023). Selection of cutting tool for desired surface finish using Taguchi optimization. Materials Today: Proceedings, 444–448. https://doi.org/10.1016/j.matpr.2022.10.253
- Taguchi’s quality engineering handbook. (2005). McGraw-Hill.
- Köklü, U., Mayda, M., Morkavuk, S., Avci, A., & Demir, O. (2019). Optimization and prediction using Taguchi, ANOVA and ANN. Materials Research Express, 6(8). https://doi.org/10.1088/2053-1591/ab2617
- Wang, M. Y., & Chang, H. Y. (2004). Experimental study of surface roughness in slot end milling AL2014-T6. International Journal of Machine Tools and Manufacture, 44(1), 51–57. https://doi.org/10.1016/j.ijmachtools.2003.08.011
Conflict of Interest Statement
The authors declare that there is no conflict of interest regarding the publication of this paper.
Author Contributions
Data Availability Statement
The data supporting the findings of this study are available from the corresponding author upon reasonable request.
Supplementary Materials
There are no supplementary materials to include.